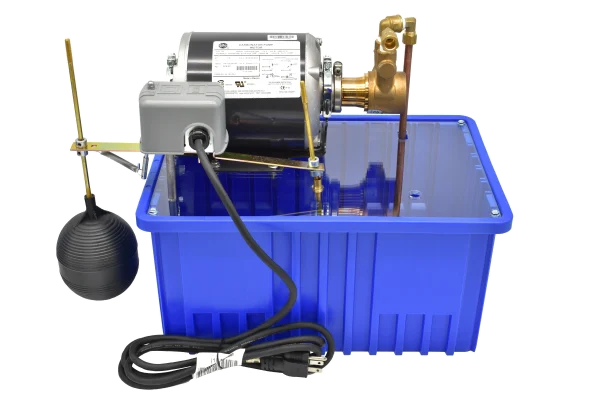

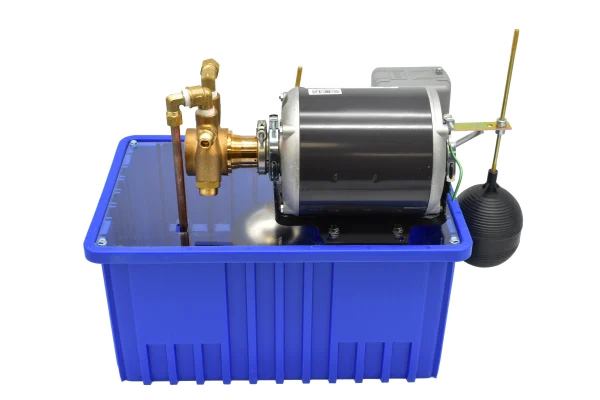



Ensure your elevator system runs smoothly with our Heavy Duty Scavenger Pump, designed to meet the demanding needs of elevator pit applications. This high-performance pump complies with ASME A17.1 safety code and is equipped with a 1/3 HP motor capable of pumping 101 gallons per hour (GPH), making it the ideal solution for managing water and oil accumulation in elevator pits.
Key Features:
-
✅ Complies with ASME A17.1 Safety Code
-
✅ Powerful 1/3 HP Motor with 101 GPH Pump Capacity
-
✅ Includes 100 ft of Durable Plastic Tubing
-
✅ Flood Control Reset Switch for Added Protection
-
✅ Rugged 15” x 10” x 8” Plastic Bin (5-Gallon Capacity)
-
✅ Clear Acrylic Top for Easy Access & Visual Inspection
-
✅ Dual Float System (Internal & External) for Precise Activation
-
✅ Easy-to-Remove Top for Hassle-Free Maintenance
Whether you’re servicing residential or commercial elevator systems, this scavenger pump delivers reliable performance and easy maintenance access, keeping your elevator pit clean and code-compliant.